

联系我们

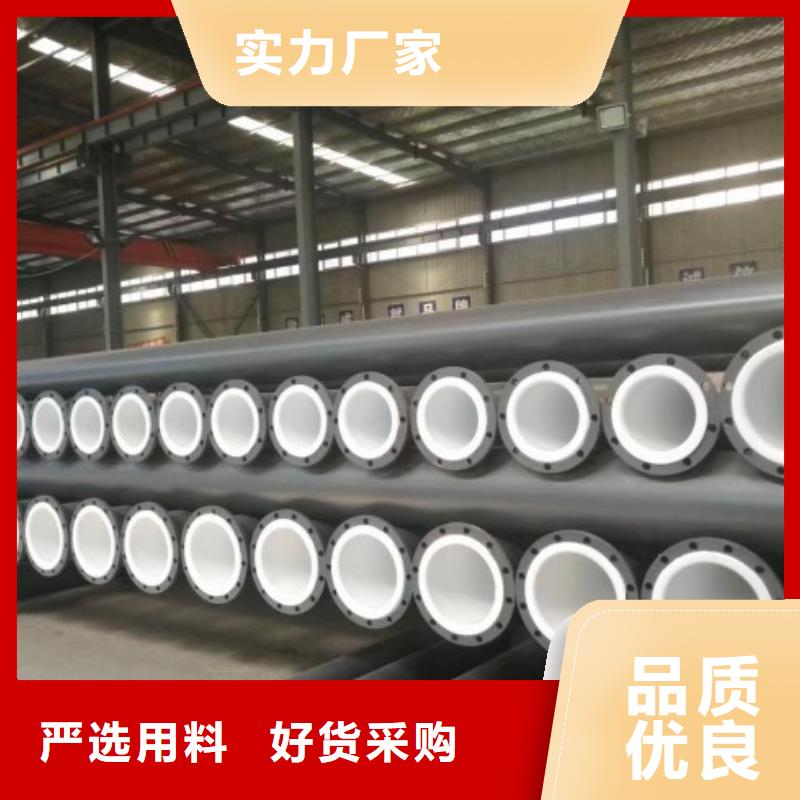
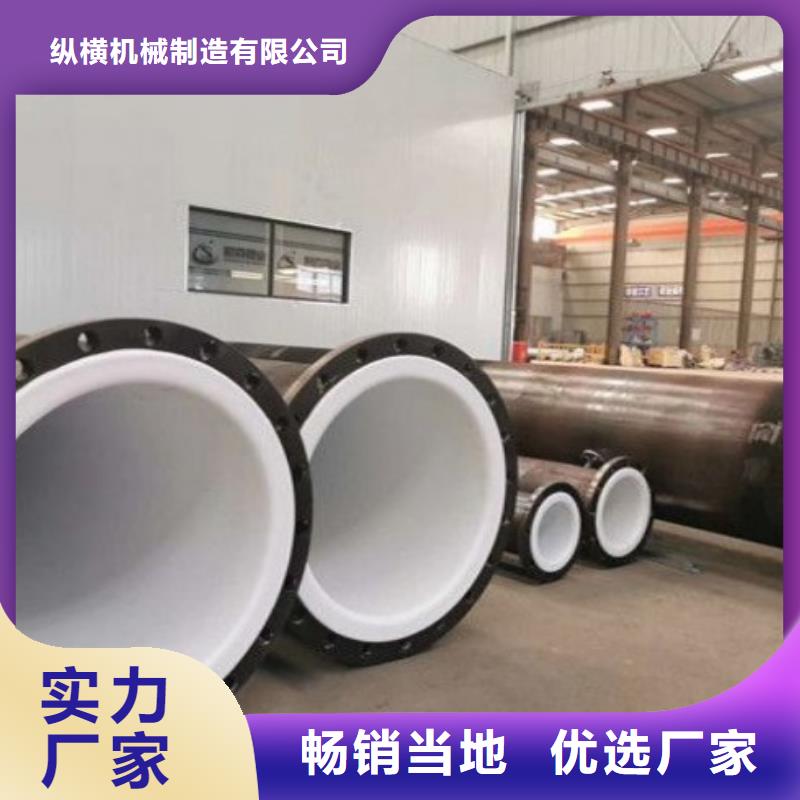
【防腐衬塑管道】热水衬塑管道经久耐用
更新时间:2025-01-06 08:42:13 浏览次数:1 公司名称:洛阳 纵横机械制造有限公司
| 厂家/产地 | 纵横机械/洛阳 |
|---|---|
| 主要材料 | 碳钢20# |
| 衬里材料 | 塑料粉未 |
| 衬里厚度 | 4-10mm |
| 产品规格 | 按要求订做 |
| 生产工艺 | 热滚塑工艺 |
| 连接方式 | 法兰连接 |
| 适用温度 | -60~100℃ |
| 适用压力 | -0.07 M Pa ~ 2.5 M Pa |
| 检测电压 | 5KV-30KV |
| 执行标准 | HG20536-93 |
| 应用领域 | 化工、环保、冶炼、电力等行业 |





衬塑管道安装施工注意事项:
(1)衬塑管道切割过程中的废料应集中堆放,不得随意丢弃,并在施工现场清理。
(2)的压力试验完成后,按照既定的排水方案排水,不得任意排放。
(3)衬塑管道不得在施工现场焚烧油漆,塑料粉末等,以免产生有毒,有害烟雾和恶臭气体。
(4)在衬塑管道的施工过程中尽量使用低噪音电动工具,以避免噪音污染。
(5)使用电焊,气焊和明火时,必须按现场管理人员的规定申请热火。明火应远离易燃物品,并应在现场准备消防设备,并提供必要的保护,并应保护专职监护人。
(6)在高处工作时,操作人员应佩戴“五点式”带,并拥有牢固可靠的操作平台。在钢衬塑料管道架的施工中,还应在管架上安装绳和可靠的上下梯。
我公司专业生产、对外加工衬塑钢管、衬塑弯头、衬塑三通、设备衬塑、衬塑异径管等衬塑产品,是整个河南地区衬塑钢管生产厂家,公司拥有大型衬塑生产车间,有喷砂除锈房,高温加热炉,电火花检测设备,可生产DN25-DN1200衬塑直管,长可以做到6米每根,也可以根据客户要求来图制作。衬塑钢管的连接形式一直是大家所关心的问题,连接方便与可靠是关心的。衬塑钢管全部采用法兰连接,法兰压力与钢管一定要相同,这样才能保证衬塑管道顺利长久的运行,一般正常法兰压力采用10kg法兰或者16kg法兰。欢迎您来厂考察、洽谈业务!我公司生产的衬塑三通,"客户至上”是我们的经营宗旨,全心全意的做好服务是“客户至上”的必然要求。纵横机械生产的各规格产品,设计合理,产品全部达到 标准,产品畅销全国各地。可根据要求加工各种管道的衬胶工程,达到您满意为止。






纵横机械制造有限公司将在实践中不断的深化学习、总结、借鉴同行 辽宁营口衬四氟管的先进技术经验,完善自身发展,制造更加完善的 辽宁营口衬四氟管产品,以满足新老客户的需求使用。



防腐衬塑管道安装注意事项
近日四川电厂工程部询问到衬塑钢管可以先衬塑再安装这个问题,需要先了解具体什么情况再做决定,业主打算是先衬塑再安装,这种安装方式好处是省时间,材料到现场一次搞定,但是一般每根管子都要有那种预留段,一般衬塑管道根数不会太多,预留段可以现场安装好后拆卸下来送到工厂衬塑,这不会太耽误时间。和衬塑管道厂家签订合同时说明某些管线后衬塑。还有施工方法是先安装,后衬塑,这个会比较慢,安装之后完全要再拆卸,并运到衬塑厂,费用也比较高。
如果先衬塑再安装,由于安装在国外,为了保证安装尺寸,要求衬塑管道厂家在国内就先演装一次,其实预演也不一定能够保证现场就能够完全合格。这样的方法太费力,相当的不划算.,较好是一根管线号在三个方向(N,W,U)欲留可拆卸段,可拆卸段后衬,其他的可全部先衬,大部分衬里管道在国内做,少量的可拆卸段在安装地定货就好了.省时间和金钱。
如果衬塑管件都是小段的,这么做的话,估计要留很多钢塑复合管预留段!解决办法就是衬塑管道厂家严格按照尺寸加工,误差1~2cm安装起来应该没有什么问题。不用预留,设计图纸只要到位,完全可以直接由我们厂家预制,现场安装,这几年一直在进行电厂凝结水脱硫系统,化工厂除盐水硫铵母液输送管道改造,其中的体外再生系统的介质有酸和碱。这酸管就是用的衬塑管,所有的项目都是在我们厂里生产预制好然后现场安装的。
经过协商和技术研究后客户决定还是先对管道衬里再安装好,部分小管段再返厂进行衬里,工程部积极沟通为客户提供完善的技术方案,凭着过硬的衬塑管道产品质量,赢得了客户的赖,达成了合作意向!



碳钢衬塑复合管的表面制作对焊接的要求
1.在外部钢管的转角和接管部位是焊接难度高的,此部位要应尽量保证焊接要求。保证焊缝达到饱满状态,并将其细致打磨成钝角,形成圆弧过渡,焊接部位不得有毛刺和棱角现象。
2.在角焊缝的圆角部位,焊角部位,其焊角高度应大于5mm,一般凸出角应大于或等于3mm,内角应大于或等于10mm.
3.在清理组对卡具时,严禁损伤基体母材。施焊过程中严禁在基体母材上引弧。
4.在对复合管道的壳体进行焊接时,好采用双面对焊的焊接方法。这就要求我们工人的技术水平,焊缝要平整(磨平或圆滑过渡)、无气孔、焊廇和夹渣现象,且焊缝的高度不得大于2mm。在焊接完成后,还要彻底焊接带来的飞溅物。
5.钢管在焊接的时候必须采用连续焊,且焊缝不得出现裂缝或连续咬边的情况,咬肉深度不能超过0.5mm。
碳钢衬塑复合管在生产时要注意哪些事项:
一、不得有铁锈、木块、纸屑等有害杂质,必要时需过筛。
二、管道长度在500mm以上的需在衬塑防腐设备滚动辊上衬塑,到温度达到衬塑温度即可加料。
三、加料前应先把法兰密封面成型工装加紧在法兰上,加料采用专用加料管,加料应均匀一致。在停车情况下加料,加料后立即转动。
四、衬塑时间一般为2~15分钟,一般管径越大、壁厚越大时间越长,DN150以下控制在5分钟以内。
五、衬塑防腐设备的滚动辊圆周速度宜控制在40转/分以内,但不低于2转/分,一般管径越大速度越慢。
六、停转时,卸下密封面工装后次找平并冷却塑层,直至密封面光亮,光滑,凝固。冷却时必须转动,防止可能因温度局部过高而流淌影响使用及美观。
七、衬塑防腐设备的法兰拐角等较厚地方可采取湿布、喷雾等方法在外部快速降温。局部降温速度不宜太快,冷却水等不得接触衬层,防止衬层收缩过大,引起分层或剥离。时间一般不超过2min,且滚动架上转速应低于30转/分。
八、表面稍粗糙或平面度稍起伏,可用火焰或加热炉均匀加热,但避免因局部温度过高或燃烧而成黄色。
